Machining raw metal and plastic blocks into highly accurate functional components requires a deep understanding of subtractive cutting tool kinematics and setup requirements. Implementing critical guidelines for designing for cnc rapid prototyping ensures development budgets are protected from unnecessary machining hours and high tooling breakage risks. Many engineering teams design intricate electronic housings or structural brackets that look perfect in 3D CAD but are physically impossible for rotating round cutters to carve. Resolving these geometric limits early guarantees physical prototypes can be milled quickly and economically on standard machine beds.

Sourcing physical validation parts with optimized milling features helps engineering groups confirm assembly clearance requirements realistically. CNC machining specialists evaluate tool access directions, raw stock clamping methods, and pocket depth-to-diameter ratios using advanced digital simulators. Eliminating design features that require specialized micro-milling cutters or complex custom holding jigs lowers overall developmental lead times dramatically. Technical design groups secure pristine surface finishes and robust mechanical strength by addressing process boundaries systematically.
Table of Contents
1. Rotating Tool Physics and Internal Corner Radii
2. Limiting Deep Cavities and Depth to Diameter Ratios
Rotating Tool Physics and Internal Corner Radii
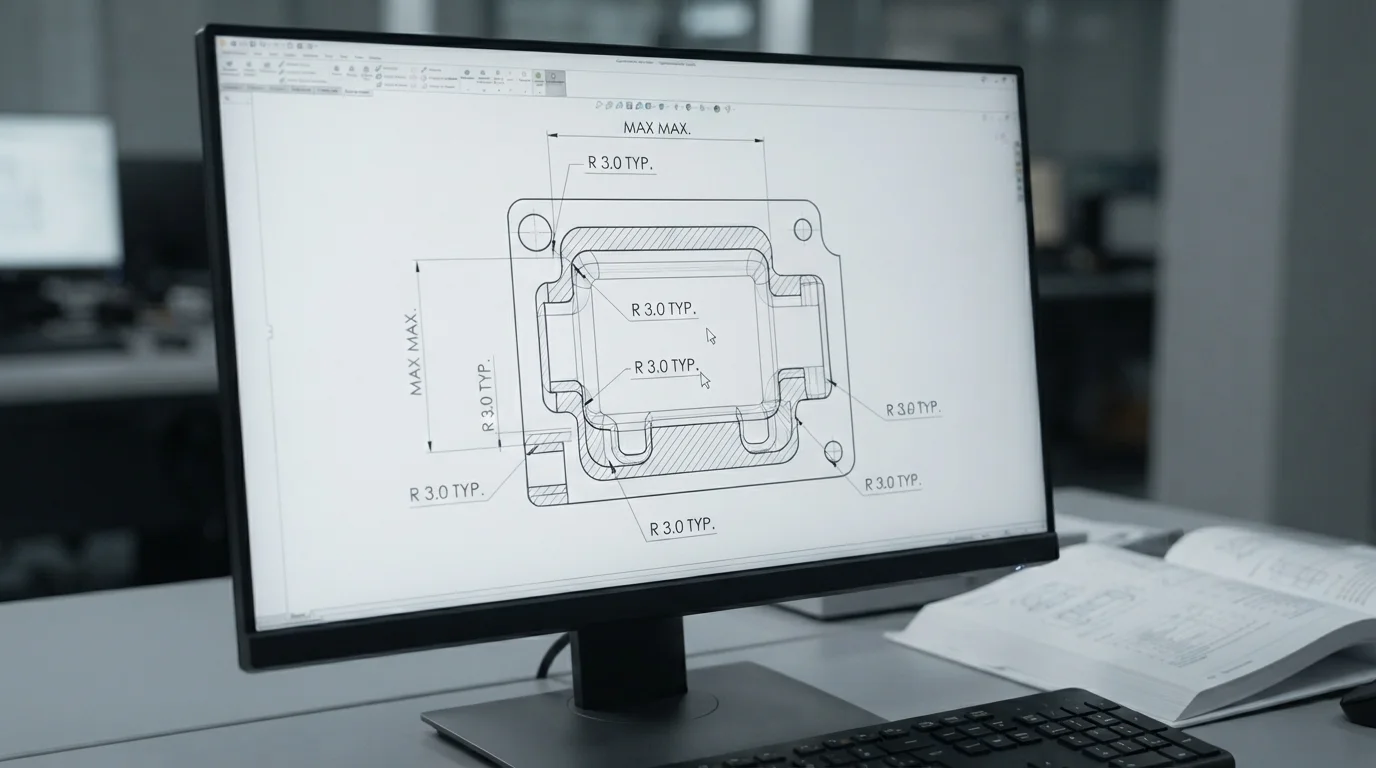
Question: Why can CNC machines not fabricate absolute sharp internal 90-degree corners? Rotating cutters are round, meaning they must leave a fillet radius matching the cutting tool radius at every internal corner.
Milling cutters are rotational cylinders that traverse along coordinate toolpaths, making it physically impossible to cut sharp internal vertical 90-degree corners. Attempting to force a sharp internal vertical corner requires expensive secondary processes like wire electrical discharge machining (EDM) or hand-chiseling, which increase cost and lead times. Designers must specify generous internal corner fillet radii on all vertical walls to allow rotating cutters to clear material smoothly. Sizing internal corners slightly larger than the radius of the milling tool prevents cutter binding and chatter during fast corner transitions.
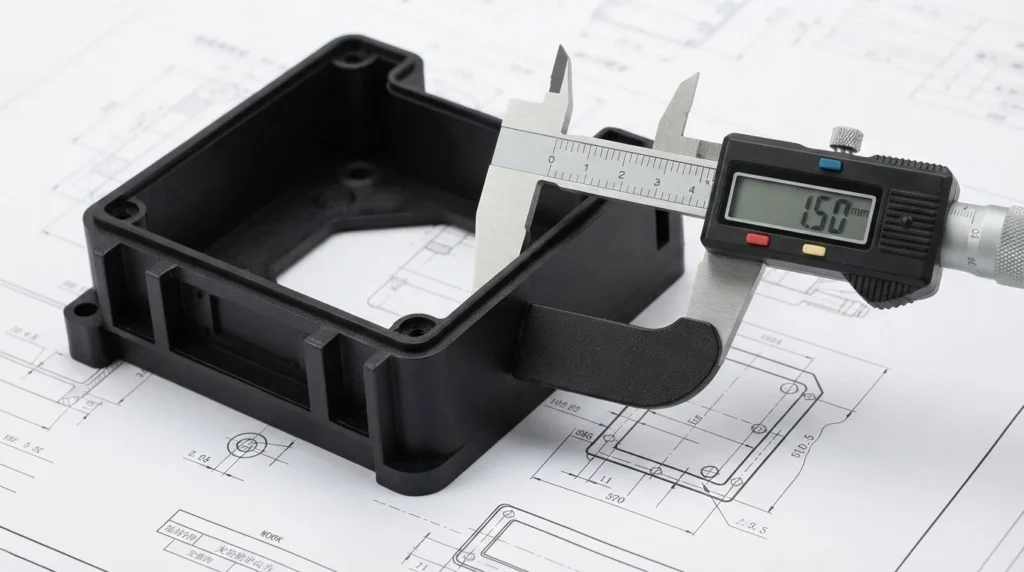
Specifying a minimum internal radius of 1.5 mm allows standard 3.0 mm endmills to execute deep cuts quickly without tool breakage. Adapting geometric features to standard cutter dimensions is a fundamental rule when designing for cnc rapid prototyping. Mechanical design groups reduce engineering expenses by adjusting mating component corners to clear rounded slot profiles.
Limiting Deep Cavities and Depth to Diameter Ratios

Question: What is the maximum recommended pocket depth for CNC milled components? Pocket depth should generally be limited to four times the cutter diameter to prevent tool deflection, severe vibration, and rough surface finishes.
Deep internal pockets require long, slender cutting tools that are highly susceptible to physical deflection and rotational vibration under cutting pressure. Tool deflection degrades dimensional accuracies, causes dimensional scuff marks, and increases micro-surface roughness values. Implementing thorough rapid prototyping design principles ensures deep cavities have a depth-to-width ratio below four to protect structural stability. Designing shallow pockets with sloped floor-to-wall transitions allows standard endmills to cut at fast speeds safely.
Selecting the correct structural geometry involves balancing pocket depths with overall cutting speeds and tool selections. High-precision medical, automotive, and aerospace prototypes are milled from solid billet blocks using standard tool lengths to maintain low expenditures. This technical comparison table highlights baseline machining parameters critical for subtractive prototyping success:
| Machining Feature | Recommended Design Standard | Prototyping Limit | Primary Engineering Risk |
|---|---|---|---|
| Internal Corner Radii | ≥ Tool radius + 0.5 mm | 0.5 mm minimum | High tool wear, cutter vibration, corner scuffs |
| Pocket Depth-to-Width | 4:1 ratio maximum | 8:1 ratio extreme | Severe tool deflection, cutter breakage |
| Threaded Hole Depth | 1.5 to 2.0 times hole diameter | 3.0 times hole diameter | High tap tool breakage, excessive tapping hours |
Threaded features also demand conservative depth limits, as standard taps can easily break when cutting deep holes in tough metals like titanium or stainless steel. Tapping threads beyond twice the nominal hole diameter provides no additional holding strength while increasing tool extraction risks. Mechanical designers lower manufacturing expenses by designing shallow, standard-threaded bores across all internal structural mount sites.
Reducing Clamping Setups and Multi Axis CNC Milling
Question: How does reducing clamping setups lower machining costs? Fewer part rotations minimize human setup errors, preserve geometric coordinate alignments, and accelerate turnaround times.
Clamping setups directly influence overall subtractive manufacturing expenses, as each physical rotation of the raw billet blocks requires manual labor. Part designs that require machining from six different directions demand six separate setups, which increases costs and setup time. Designers must attempt to align as many machined features as possible along a single coordinate axis to maximize cutting efficiency. Minimizing setups ensures part tolerances remain highly repeatable across complex mating features.
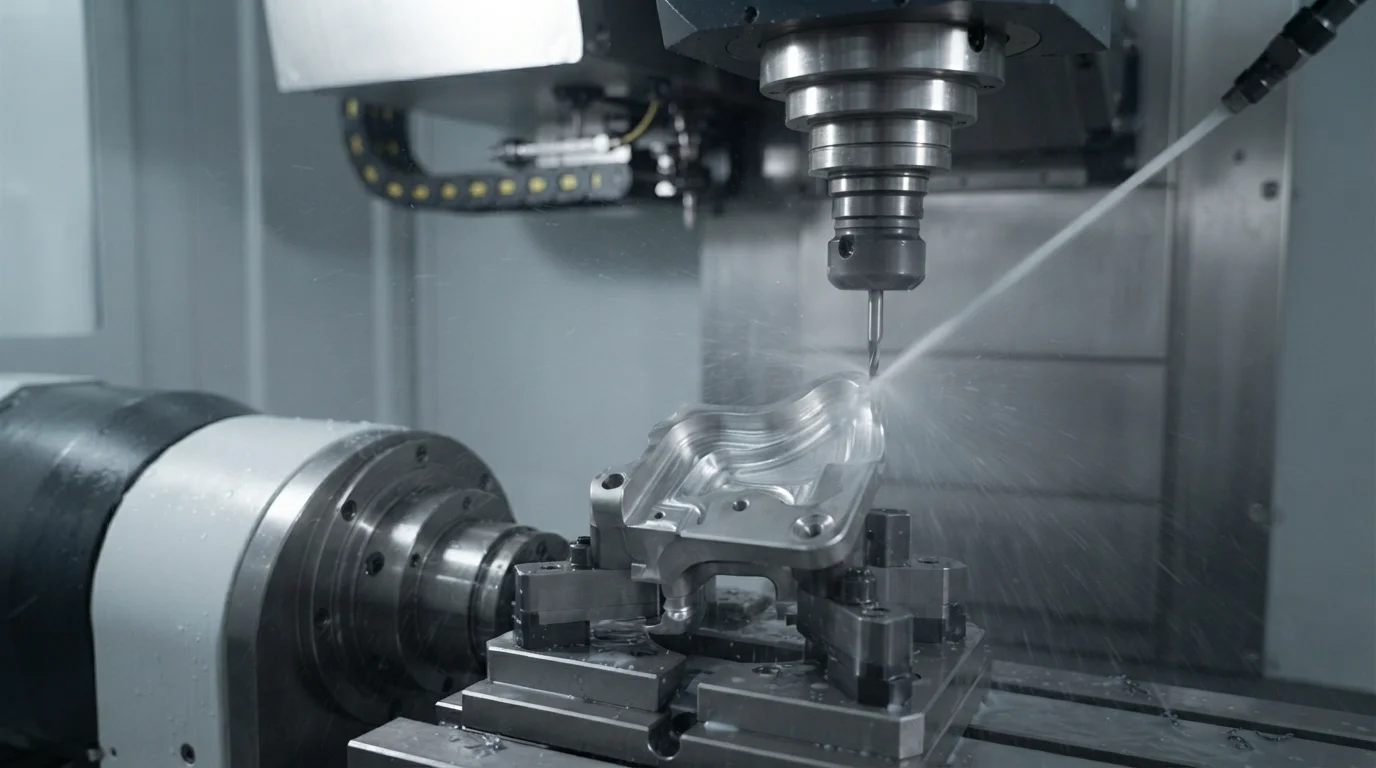
Sourcing professional manufacturing partners helps streamline complex component geometries by utilizing simultaneous multi-axis milling setups. Jucheng Precision operates a fully equipped manufacturing facility containing 150+ CNC machines, including 25 high-precision 5-axis Haas/Mazak systems to mill complex linkages. Factory expertise in designing for cnc rapid prototyping ensures structural assemblies undergo meticulous 24-hour free DFM reviews to optimize tool paths. Cutting complex geometries in a single setup preserves sub-micron coordinate repeatabilities across intricate medical, automotive, and consumer electronics programs.
Frequently Asked Questions (FAQ)

Why are standard cutting tool diameters preferred over custom sizes?
Standard cutter sizes are always stocked in CNC facilities, eliminating specialized sourcing delays and custom tool expenses. Designing internal radii to match standard metric and imperial endmills ensures rapid turnarounds and lower overall manufacturing costs.
How can sharp internal 90-degree corners be avoided in mating slots?
Incorporating dog-bone or T-bone relief cuts at the slot corners allows square mating components to slide in completely. Relief cuts allow the rotating cutter to clear corner boundaries cleanly, bypassing the need for secondary EDM operations.
What is the optimal draft angle for CNC machined cavities?
Subtractive CNC milling does not require draft angles because the cutting tool does not drag against the cavity walls like in molding. Cavity walls can be machined at perfect 90-degree vertical angles without scuffing or part release issues.