Establishing correct structural geometries represents a critical milestone in preventing physical mechanical failure during early hardware evaluation. Choosing appropriate wall thickness for rapid prototyping projects protects development budgets by avoiding structural part deflection, material curling, or cosmetic sink marks. Many product groups encounter severe developmental delays because they specify ultra-thin walls that print with holes or vibrate violently under CNC cutter pressure. Resolving raw thickness limitations early ensures physical scale models transition smoothly into mass-production tooling.

Sourcing physical validation parts with optimized cross-sections helps engineering departments confirm mechanical stress calculations realistically. Manufacturing specialists evaluate potential resin shrinkage, heat dissipation paths, and parting line locations using advanced CAD simulation sweeps. Resolving wall thickness discrepancies during functional validation cycles guarantees the physical component performs exactly like mass-produced injection molded hardware. Technical engineering groups secure stable, cost-effective manufacturing routes by addressing geometric boundaries systematically.
Table of Contents
1. Micro Part Deflection and Additive Printing Limitations
2. Subtractive CNC Milling Minimums and Tool Vibration
Micro Part Deflection and Additive Printing Limitations
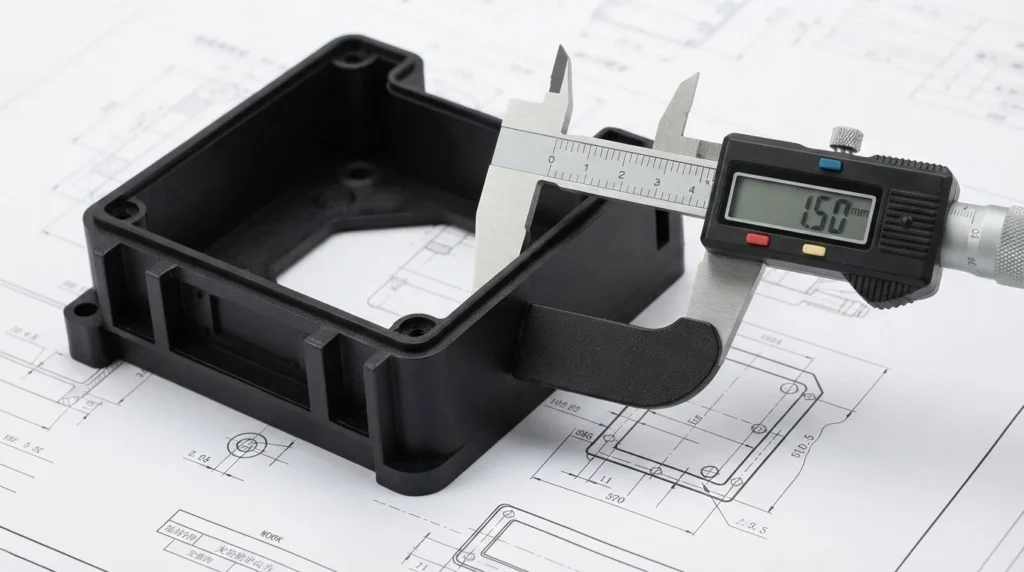
Question: What is the minimum wall thickness possible for photopolymer 3D printing? Stereolithography SLA technology can achieve minimum wall thicknesses of 0.8 mm for supported walls, but unsupported features require at least 1.5 mm to prevent curling.
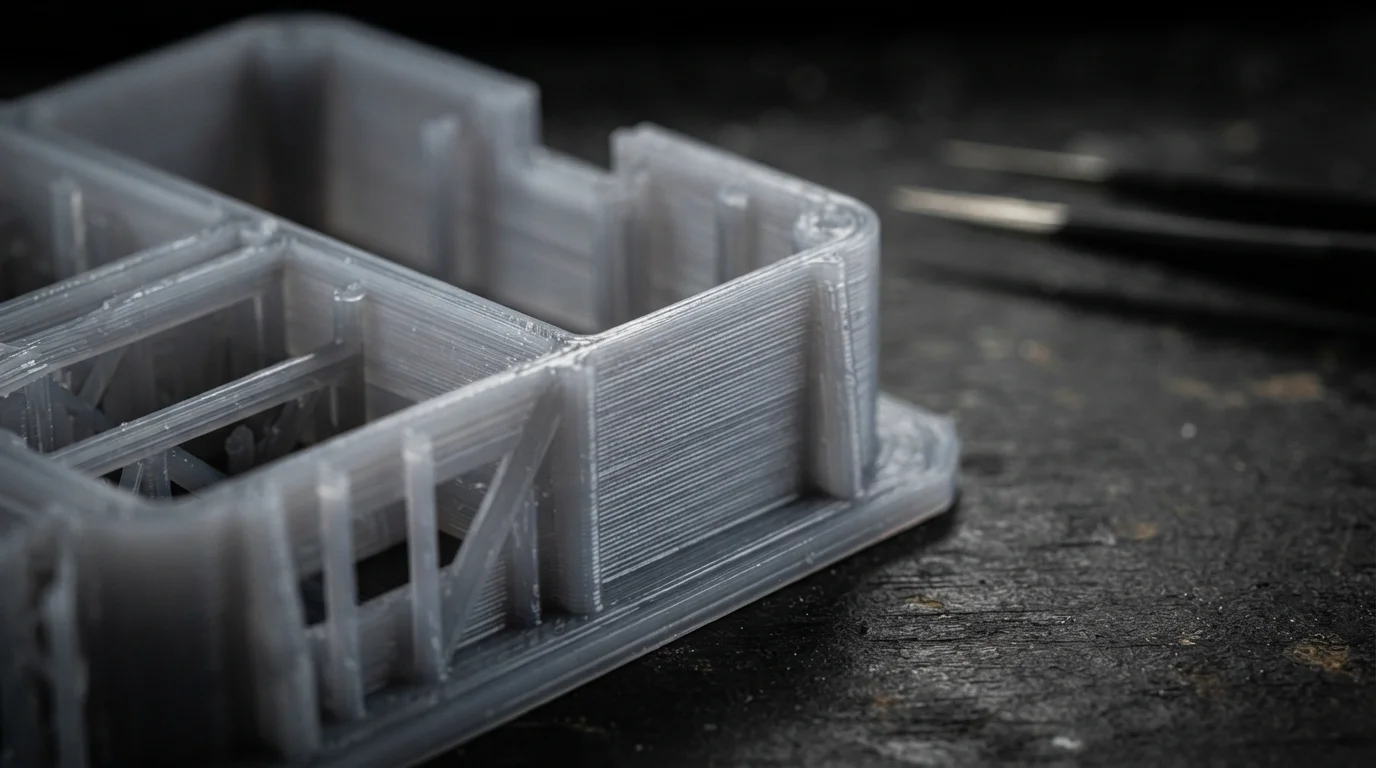
Additive manufacturing technologies offer remarkable geometric freedom, yet thermal shrinkages and layer-stacking physics impose clear dimensional boundaries. Photopolymer resins utilized in stereolithography contract as they cure under UV laser sweeps, causing thin, unsupported walls to curl or warp. Powder-bed fusion methods like selective laser sintering suffer from localized heat-induced distortion if walls are too thin to support surrounding raw material. Structural designers must account for these baseline polymer limitations to prevent assembly mating issues.
Sourcing early mock-ups requires product designers to allocate generous clearances around interlocking snap-fits and cored-out button bosses. Adhering to generous baseline limits ensures that 3D printed housings assemble cleanly without requiring manual filing or sanding. Managing wall thickness for rapid prototyping projects systematically prevents engineering teams from specifying impossible micro-clearances on additive parts. Early dimensional allowances ensure different plastic parts mate together seamlessly during form and fit validation.
Subtractive CNC Milling Minimums and Tool Vibration

Question: Why do thin walls vibrate during CNC machining? Rotational cutter forces induce severe physical vibrations in thin metal or plastic features, resulting in scuff marks and dimensional inaccuracies.
Precision mechanical assemblies requiring high specific strength, airtight seals, or sliding linkages demand dimensional repeatabilities that additive methods cannot deliver. Implementing thorough rapid prototyping design principles ensures critical structural mounting plates are routed on multi-axis CNC milling centers. Subtractive machining avoids the thermal distortion issues of 3D printing, enabling operators to hold micro-tolerances with extreme repeatability. Standard machined clearances prevent internal components from buckling under dynamic load configurations.
Selecting the correct manufacturing process involves balancing wall tightness with overall tooling expenditures. High-precision medical, automotive, and aerospace prototypes are milled from solid billet blocks to preserve isotropic material properties. This technical comparison table outlines minimum wall thickness standards across key rapid fabrication methods:
| Manufacturing Method | Minimum Wall (Supported) | Minimum Wall (Unsupported) | Primary Engineering Risk |
|---|---|---|---|
| SLA 3D Printing | 0.8 mm | 1.5 mm | Material curling, thermal warping, structural breakage |
| SLS 3D Printing | 1.0 mm | 1.5 mm | Unmelted powder entrapment, localized distortion |
| Moldeo al vacío | 1.5 mm | 2.0 mm | Air bubble trapping, incomplete mold cavity filling |
| CNC Machining (Plastics) | 1.5 mm | 2.5 mm | Heavy cutter chatter, friction-induced melting |
| CNC Machining (Metals) | 0.5 mm | 1.0 mm | Severe tool vibration, dimensional scuff marks |
Cutting deep, thin pockets in plastic or aluminum components requires slow feed rates and small cutter diameters to avoid tool breakage. Mechanical designers lower manufacturing expenses by maintaining robust wall dimensions that resist rotational cutting pressure easily. Generous radius values allow standard endmills to cut profiles quickly without inducing tool vibration or deflection.
Uniformity Golden Rules for Bridge Molding Production

Question: What is the primary cause of cosmetic sink marks in injection molded components? Localized thick sections cool slower than surrounding thin walls, creating internal vacuum voids that pull surface polymer inward.
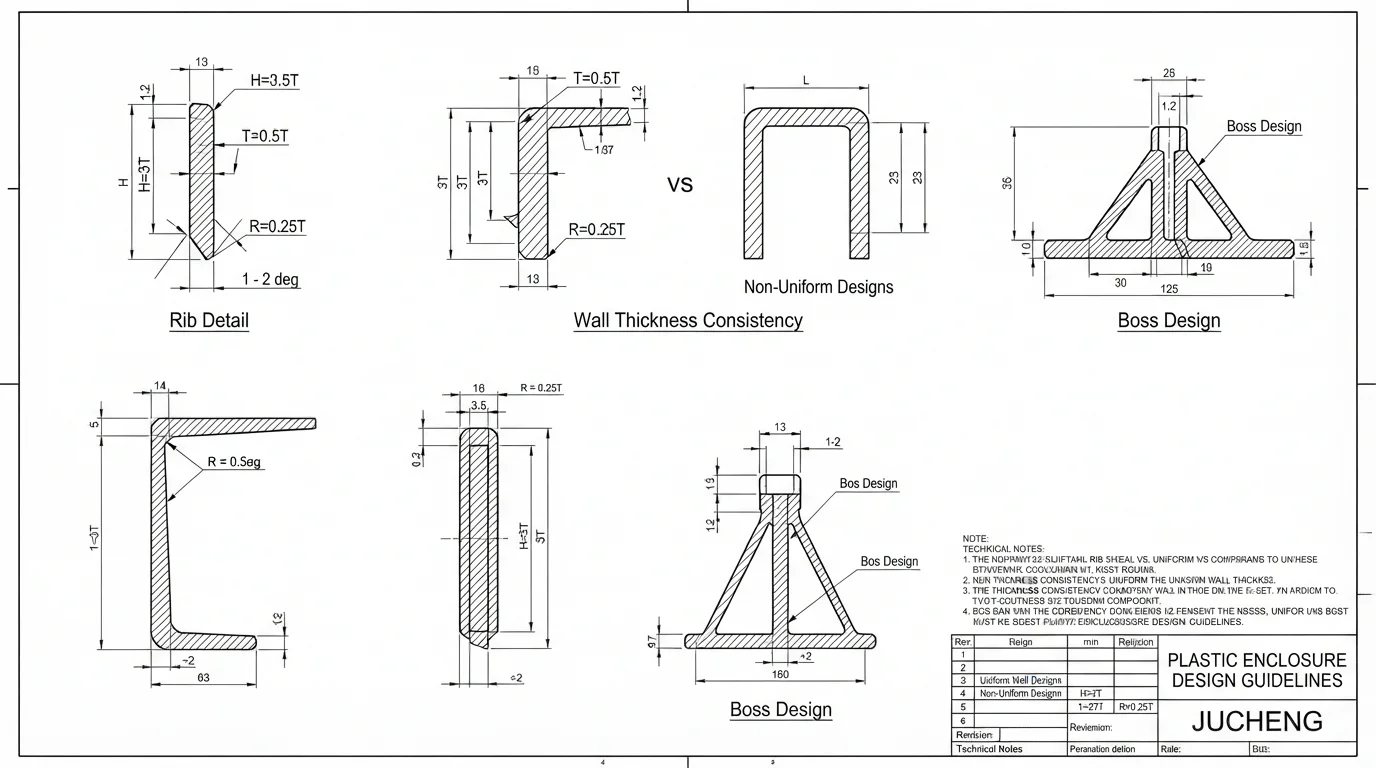
Maintaining uniform cross-sections represents the golden rule of plastic injection molding, preventing uneven volumetric shrinkage and post-mold warpage. Thick plastic hubs or solid bosses must be cored out and supported by thin reinforcing ribs to ensure consistent polymer solidification. Rib thicknesses are generally restricted to 60 percent of the nominal wall to avoid visible sink marks on the opposite show face. Sourcing early dimensional validation ensures interlocking features align perfectly under physical dynamic loads.
Adhering to strict wall thickness for rapid prototyping guidelines ensures that target dimensional tolerances remain realistic across different manufacturing processes. Jucheng Precision operates a fully equipped manufacturing facility containing 150+ CNC machines, including 25 high-precision 5-axis Haas/Mazak systems to mill complex linkages. Factory teams deliver comprehensive 24-hour free DFM analyses to resolve draft angles, wall margins, and gating marks before mold core cutting begins. Specialized rapid tooling molds deliver high-quality injection-molded components within 4 to 15 days, helping design groups hit aggressive launch schedules.
Frequently Asked Questions (FAQ)
What is the optimal wall thickness for structural plastic enclosures?
Molded or milled plastic enclosures typically perform best with a wall thickness of 1.5 mm to 3.0 mm. Sizing walls within this range balances mechanical impact resistance with general polymer flow characteristics and cooling speeds.
How are thin-walled CNC metal parts machined without warping?
Machining operators run high-speed spindles with continuous synthetic coolant spray to eliminate friction-induced heat. Rigid work-holding fixtures support thin-walled features completely, preventing tool-induced vibration during milling passes.
Why do uneven walls cause plastic prototypes to warp?
Thick plastic sections cool much slower than adjacent thin walls, creating localized internal vacuum stresses during polymer solidification. Uneven cooling pulling forces twist the molded component, leading to post-mold dimensional warping.




