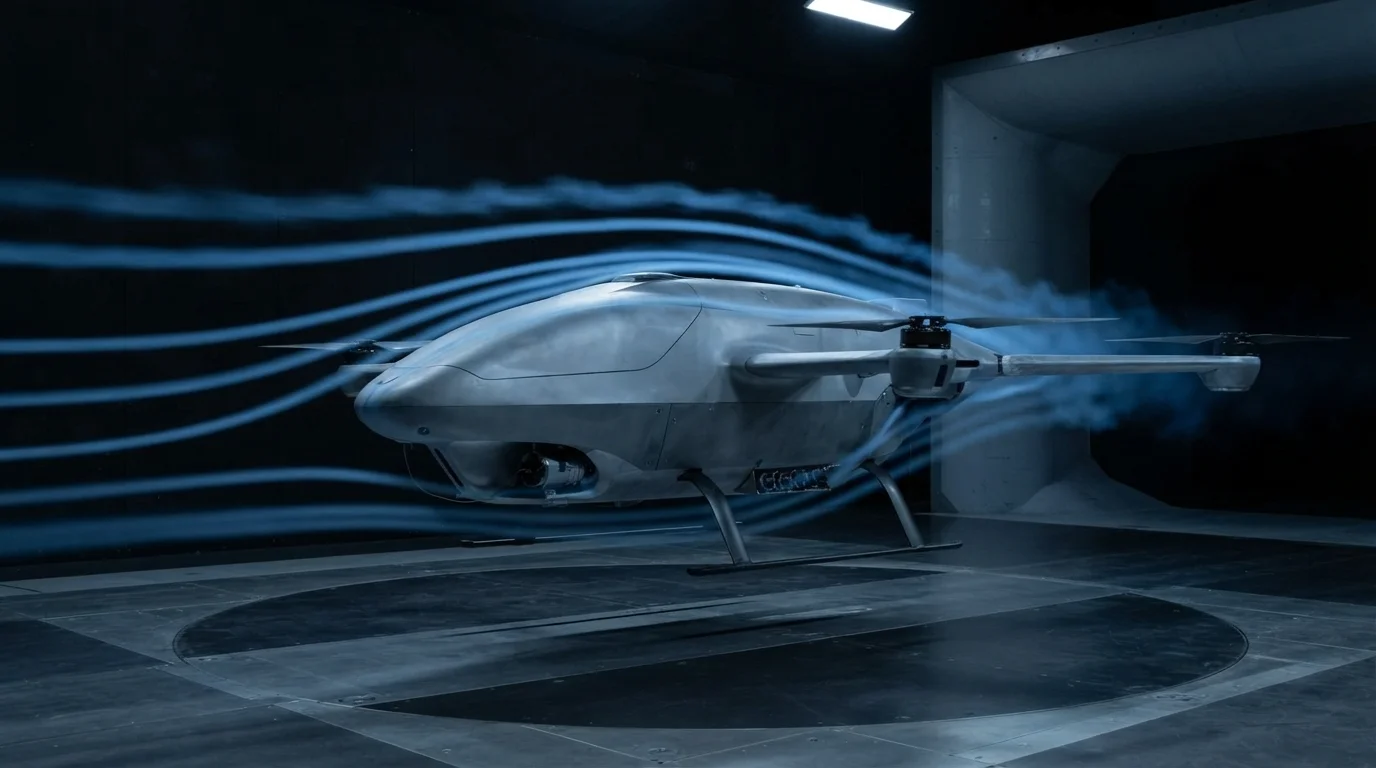
Unmanned aerial vehicle (UAV) design requires an extraordinary focus on power consumption, aerodynamic efficiency, and structural safety margins. Flight endurance depends heavily on limiting dead weight while optimizing motor lift-to-weight ratios across various wind speeds. Engineering groups developing commercial delivery drones, industrial inspection quadcopters, or military reconnaissance systems must validate structural airframe stiffness before committing to mass-scale manufacturing. Comprehensive physical mockups ensure complex multi-rotor assemblies survive extreme dynamic force loads without structural failure.

Selecting structural alloys and carbon-reinforced composites with excellent fatigue resistance represents a critical development phase. Multi-rotor structures operate under continuous high-frequency vibration, demanding precise joint alignment to avoid control sensor drift or electronic connector loose failures. Combining multi-axis CNC carbon-fiber milling with polyurethane molding delivers high-fidelity mockups for extensive aerodynamic and crash safety evaluations. Technical engineers analyze draft angles, wall thicknesses, and fiber orientation limits to ensure every customized component meets dynamic flight requirements safely.
Table of Contents
1. Aerodynamic Enclosure Prototyping with Vacuum Casting
2. Subtractive CNC Machining for Structural Payload Components
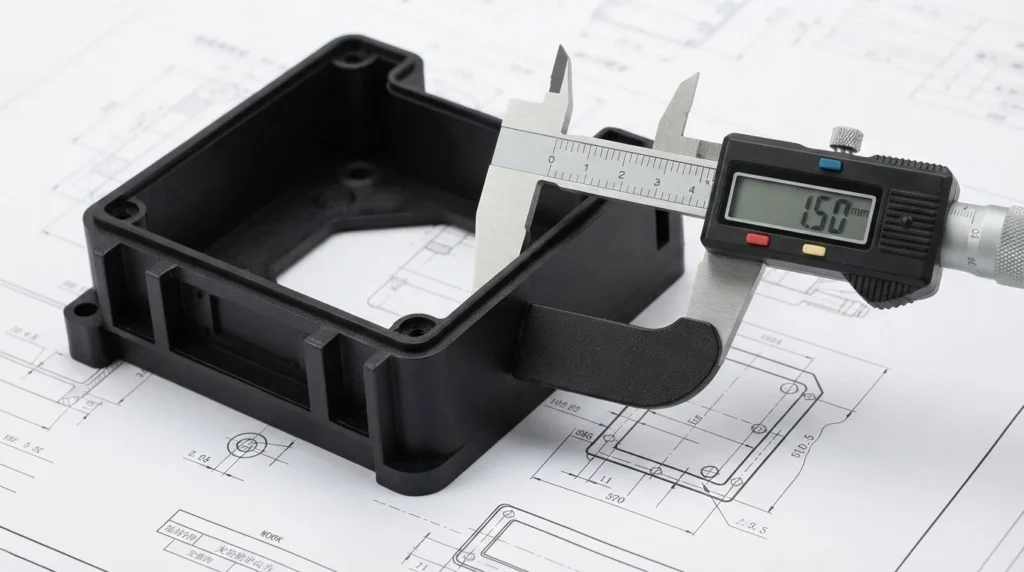
Aerodynamic Enclosure Prototyping with Vacuum Casting

Question: How are lightweight aerodynamic drone hulls prototyped cost-effectively? Silicone mold vacuum casting reproduces complex thin-walled plastic enclosures using polyurethane resins that mimic production ABS.
Streamlined industrial UAV hulls require complex aerodynamic geometries to minimize drag coefficients and protect internal electronic modules. Executing drone rapid prototyping allows product designers to construct highly detailed, thin-walled protective shells without paying expensive tooling costs. Polyurethane casting resins closely replicate production-grade injection molded polymers, providing identical impact strength and flame-retardant qualities. Silicone molds easily handle deep undercuts and complex styling contours, delivering twenty to fifty test units quickly.
Flexible silicone tooling minimizes parting line mismatch, ensuring pristine cosmetic finishes on sleek exterior surfaces. Pigmenting casting resins to specific color specifications eliminates secondary painting operations, cutting development time. Solid physical enclosures undergo wet weather and environmental dust testing to verify absolute ingress protection ratings before flight validation.
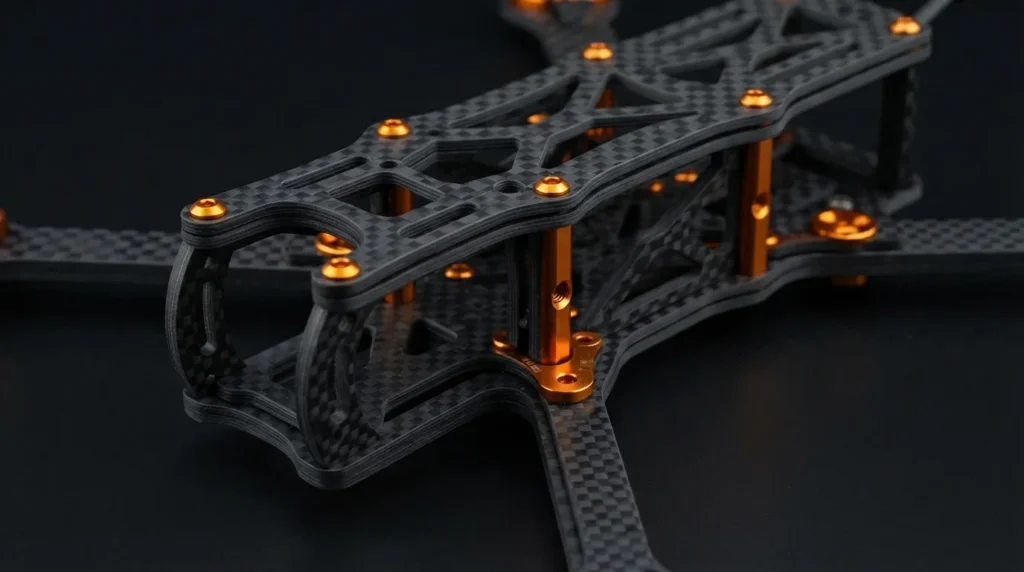
Subtractive CNC Machining for Structural Payload Components

Question: Why is CNC milling preferred for structural drone arm mounts? Multi-axis machining from solid billet blocks delivers superior grain structures and mechanical yield strength compared to printed parts.
Dynamic gimbal brackets, motor mounts, and primary landing gear assemblies experience intense mechanical stress during rapid maneuvers and vertical landings. CNC machining structural members from premium Al7075-T6 aluminum or magnesium blocks provides the ultimate strength needed to hold expensive payload sensors securely. Sub-micron coordinate alignments prevent motor shaft eccentricities, reducing high-frequency vibrations that degrade high-resolution video streams. Fine-grit bead blasting eliminates micro-burrs and surface stress raisers, maximizing fatigue life under dynamic load cycles.
Various rapid prototyping applications in industrial automation utilize high-stiffness carbon fiber sheets milled to precise dimensional specifications. Special diamond-coated router bits cut complex chassis plates without inducing delamination or fiber shearing along bare cut edges. This meticulous subtractive routing method delivers lightweight carbon-fiber frames ready for immediate structural integration.
Choosing appropriate alloy grades balances physical payload carrying limits with structural damping characteristics. This technical table compares standard materials utilized across advanced UAV airframe designs:
| Material Choice | Density | Stiffness (Young’s Modulus) | UAV Structural Application |
|---|---|---|---|
| Carbon Fiber Composite | 1.55 g/cm³ | 135 GPa | Structural arm tubes, main chassis plates |
| AZ91D Magnesium | 1.81 g/cm³ | 45 GPa | Gimbal mounts, electronics housing brackets |
| Nylon 12 (SLS) | 1.01 g/cm³ | 1.6 GPa | Aerodynamic protective hulls, nose cones |
Bridge Production and IATF-Aligned Aerospace Standards
Question: How is raw material traceability ensured for flight-critical components? Manufacturing processes coordinate full Certificate of Analysis sheets to track metal alloy chemistry back to the mill.
Aviation regulatory bodies demand comprehensive traceability records and rigorous quality management compliance from aerospace manufacturing vendors. Jucheng Precision manages a highly certified factory ecosystem operating under ISO 9001, ISO 13485, and IATF 16949 quality guidelines. Fully automated coordinate measuring machines check complex freeform geometries against digital CAD models under stable laboratory conditions. Factory teams run precise dimensional inspections to confirm wing profiles and motor offsets comply with engineered tolerances.
Processing structural parts on high-precision 5-axis Haas/Mazak machines streamlines drone rapid prototyping setups by executing complex geometries in a single setup. Technical engineers deliver comprehensive 24-hour free DFM analyses to optimize thin rib walls, boss heights, and draft angles. Specialized rapid tooling molds deliver high-fidelity injection-molded components within 4 to 15 days, helping drone startups bypass long developmental lead times. Operating under a strict no-MOQ policy enables development groups to iterate dynamic designs without paying heavy initial tooling costs.
Partnering with a certified manufacturer minimizes scale-up risks when transitioning from low-volume mockups to mid-volume series production. Secure data protocols safeguard proprietary aerodynamic and electronic designs throughout every stage of fabrication. Mechatronics groups receive exceptionally durable, flight-ready components built to survive extreme dynamic atmospheric forces.
Frequently Asked Questions (FAQ)
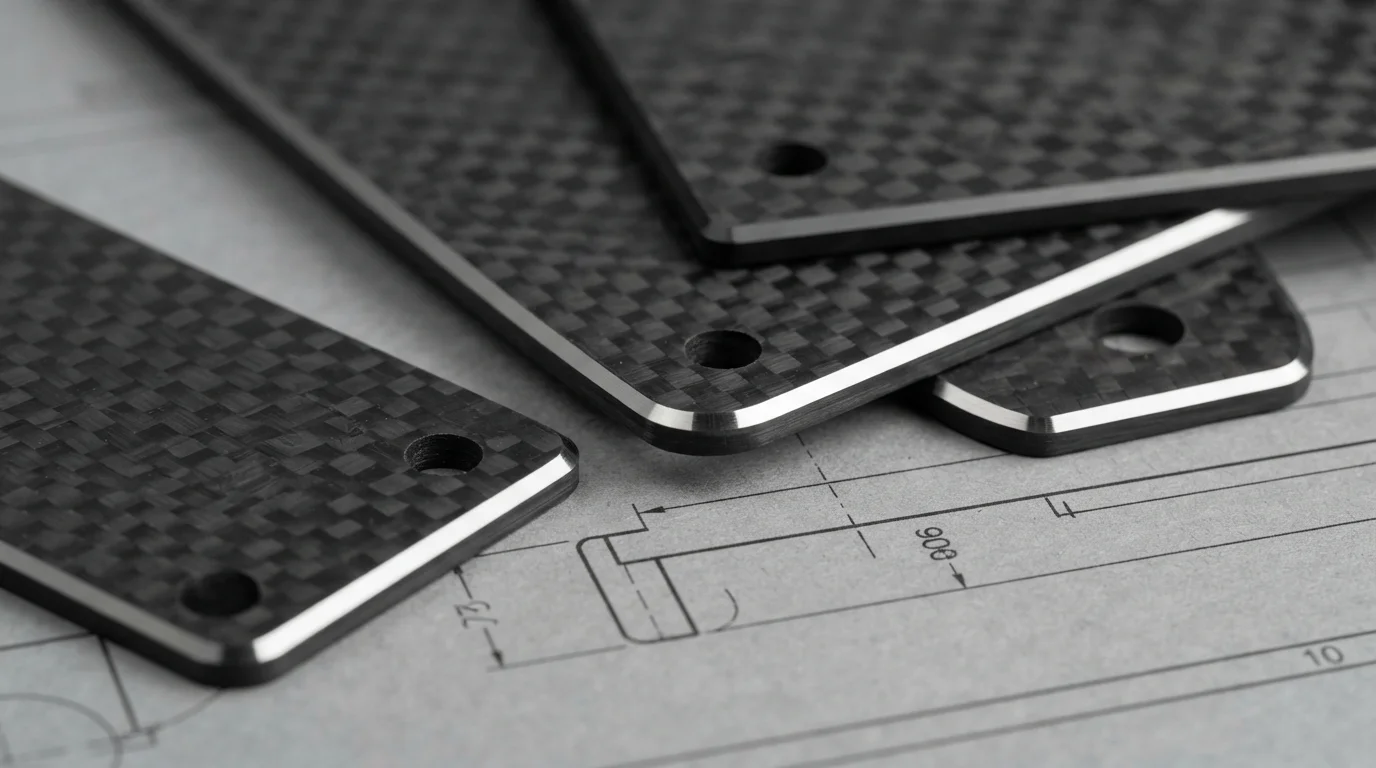
What is the most precise way to machine carbon fiber plates for drone rapid prototyping?
CNC routing using diamond-coated carbide bits represents the premier method to prevent layer delamination. Machinists apply submerged coolant or powerful dust vacuum systems to manage highly abrasive carbon particles safely during cutting operations.
Can magnesium alloys replace carbon fiber in UAV structures?
Magnesium AZ91D represents an excellent alternative for intricate three-dimensional geometries like motor mounts and gimbal rings that cannot be routed from flat carbon sheets. Magnesium offers outstanding specific stiffness and electromagnetic shielding properties.
Are rapid tooling molds suitable for structural fiberglass materials?
Aluminum rapid tooling molds utilizing wear-resistant alloys process fiberglass-reinforced polyamides efficiently for runs of 100 to 10,000 components. Core tool elements are hardened to resist the highly abrasive qualities of fiber-filled resins during injection cycles.