
Designing custom structural components that require bulletproof impact strength, high-temperature resistance, and crystal-clear optical transparency is a primary challenge in high-spec R&D. Specifying polycarbonate rapid prototyping provides your engineering teams with exceptionally tough, highly durable thermoplastic parts that behave predictably under aggressive drop-tests and high-vibration stresses. This high-performance polymer-forming workflow serves as an essential, high-impact rapid prototyping service, utilizing advanced subtractive, additive, and casting methods to deliver functional prototypes in days.

Suffer from clear prototype parts that shatter on the first impact, warp under convective heat, or develop ugly stress cracks around tapped holes? Standard visual plastics like acrylic are highly brittle and fail instantly under shear loads, while common 3D printing resins lack the necessary impact limits to simulate end-use parts. Transitioning to a rugged polycarbonate strategy completely removes these material limits, delivering shatterproof prototypes carved directly from certified solid billet stock.
Let’s explore the superior mechanical properties of polycarbonates, analyze why direct CNC milling is prone to inducing stress cracks, and review how to scale custom clear components economically using vacuum casting and rapid tooling.
Properties of Polycarbonate: Clarity, Heat Resistance, and Toughness
What makes polycarbonate the ultimate alloy choice for high-impact faceplates and protective covers?
Polycarbonate provides outstanding structural toughness (impact strength), high heat deflection temperatures up to 135 degrees Celsius, and excellent optical clarity.
In industrial engineering, managing material impact resistance is critical. Polycarbonate is a high-performance amorphous thermoplastic containing carbonate groups in its chemical structure. This formulation provides an exceptional level of physical toughness, allowing the material to absorb massive energy impacts without fracturing. It is highly valued for bulletproof shields, safety goggles, and high-stress agricultural machinery windows.
Additionally, polycarbonate offers outstanding dimensional stability and excellent heat resistance. Unlike standard acrylic that softens and deforms near 80 degrees Celsius, PC remains structurally stable up to 135 degrees Celsius. This high thermal limit allows engineers to run high-load functional tests near hot motors or inside high-temperature diagnostic analyzer chambers without risking physical part distortion.
The Challenge of Machining PC: Managing Internal Stresses

Why is direct CNC milling of polycarbonate prone to inducing stress cracks, and how is it prevented?
High-speed cutting concentrates friction heat and mechanical clamping pressure, inducing high internal stresses that can cause immediate crazing or cracking when exposed to solvents.
To extract maximum dimensional accuracy, executing polycarbonate rapid prototyping using direct CNC milling is highly popular. However, the material is highly sensitive to the mechanical stress of cutting. As the spindle shaves the metal-hard polymer, the localized heat and tool pressure introduce severe internal stresses into the molecular structure.
If these internal stresses are not relieved, the finished parts are highly prone to crazing (micro-cracking) over time, especially when exposed to cutting fluids or cleaning solvents. To prevent stress-induced failure, our operators run precise thermal annealing cycles inside our industrial ovens before and after machining. This controlled heating and slow cooling process allows the polymer chains to relax, completely eliminating residual stresses to ensure stable dimensions and maximum fatigue resistance.
Vacuum Casting Polycarbonate-like Materials for Small Batches
When should a product designer select vacuum casting over standard subtractive milling for PC parts?
Select vacuum casting when your verification demands 10 to 50 aesthetic parts, utilizing clear simulated polyurethane resins to replicate PC properties cheaply without mold fees.
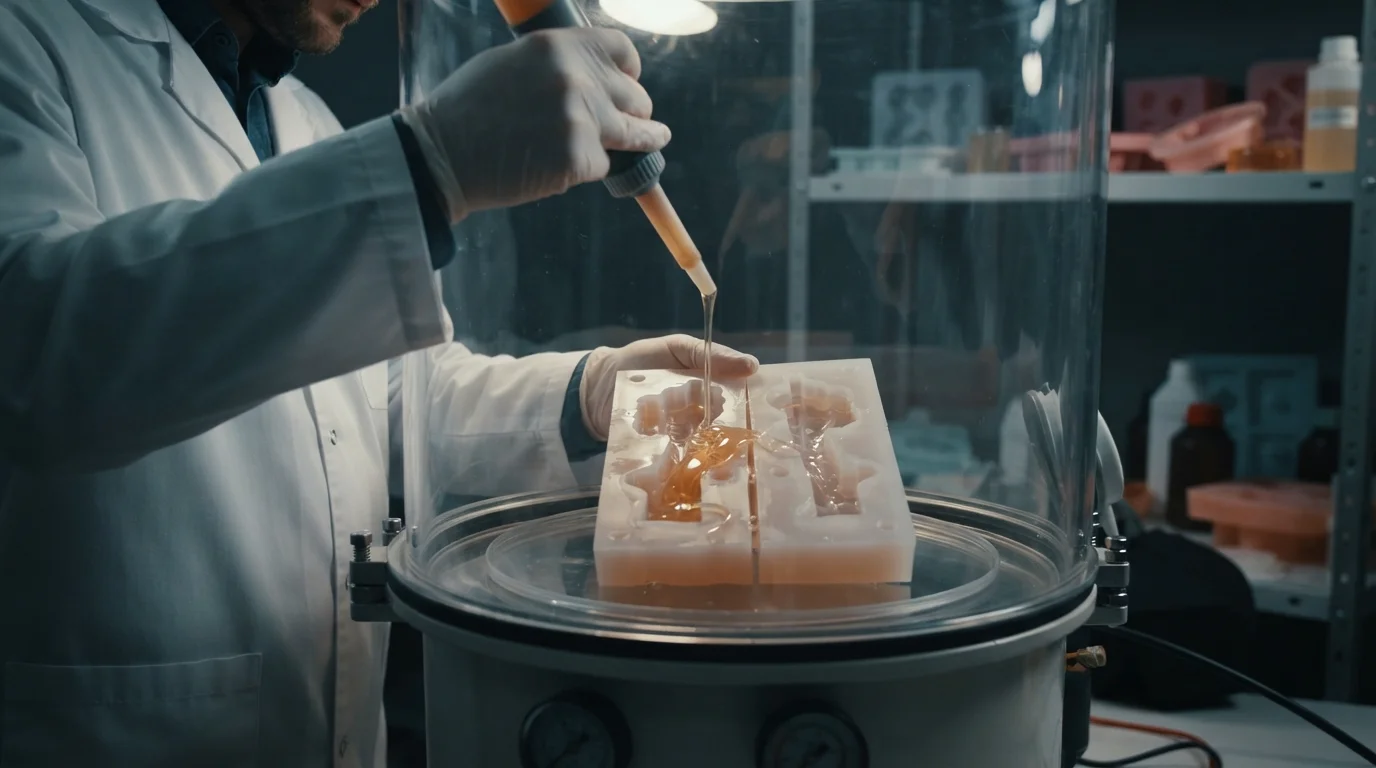
When your pre-production evaluation requires small batches of high-clarity parts (such as clear light pipes or protective face covers) to conduct customer focus groups, direct CNC milling can be too slow and expensive. To reduce unit costs on short runs, we recommend advanced vacuum casting. This process prints a high-resolution SLA master pattern and casts flexible silicone molds around it.
We then inject specialized dual-component polyurethane resins under a vacuum. These advanced liquid resins are formulated to simulate the exact physical properties, high impact strength, and excellent optical transparency of standard polycarbonate. This versatile process provides a highly cost-effective method to produce short-run custom parts with outstanding cosmetic finishes and near-zero raw material waste.
Expert PC Machining and Molding at JUCHENG

How does JUCHENG guarantee tight tolerances and high cosmetic finishes on custom polycarbonate parts?
We operate high-speed multi-axis CNC centers, automated annealing ovens, and clean-room assembly bays managed by certified technicians, checking all alignments before shipping.
Selecting the correct formulation from your available rapid prototyping materials database is the most critical stage of custom product development. JUCHENG integrates these advanced chemical and mechanical validations into our digital manufacturing network, ensuring that your CAD files translate into fully finished, durable custom brackets and enclosures with extreme dimensional precision.
We process a wide range of raw sheets, including lightweight aluminum, high-yield stainless steel, easily formable carbon steel, and advanced polymers like ABS. Our technical department provides a 24-hour free DFM analysis to evaluate your CAD models, checking tolerances and material compatibility before we cut metal. Supported by our no MOQ policy and rapid delivery guarantee, we manage your project from initial flat pattern cutting to final, high-durability packaging and assembly throughout our precision rapid prototyping service cycles.
FAQ: Critical Questions About Polycarbonate Rapid Prototyping

Our engineering team has compiled professional, concise solutions to the most common quality challenges faced during polycarbonate fabrication runs:
- Why is acrylic often confused with polycarbonate, and how do they differ?
Acrylic (PMMA) offers superior scratch resistance and absolute optical clarity but is highly brittle and chips easily, whereas polycarbonate is significantly tougher (virtually shatterproof) but is softer and scratches more easily. - Can polycarbonate prototypes be solvent-bonded successfully?
Yes, but it requires extreme caution. While PC can be bonded chemically using specialized solvents like methylene chloride, the solvent can easily initiate rapid stress cracking (crazing) if the machined parts have not undergone full thermal annealing to relieve internal stresses beforehand. - How do you achieve an optically clear finish on CNC-machined polycarbonate?
Raw machined PC is frosty due to tool cutter lines. We restore optical clarity by executing progressive manual wet-sanding (up to 2000-grit) followed by vapor polishing with specialized chemical vapors to melt the outer micro-peaks flat. - How does JUCHENG prevent thickness and diameter variations on custom polycarbonate rapid prototyping orders?
We verify mounting clearances using in-house digital coordinate gauges and run automated probe calibrations on our Zeiss coordinate measuring machines (CMM) before final shipping, guaranteeing zero-defect delivery.




